








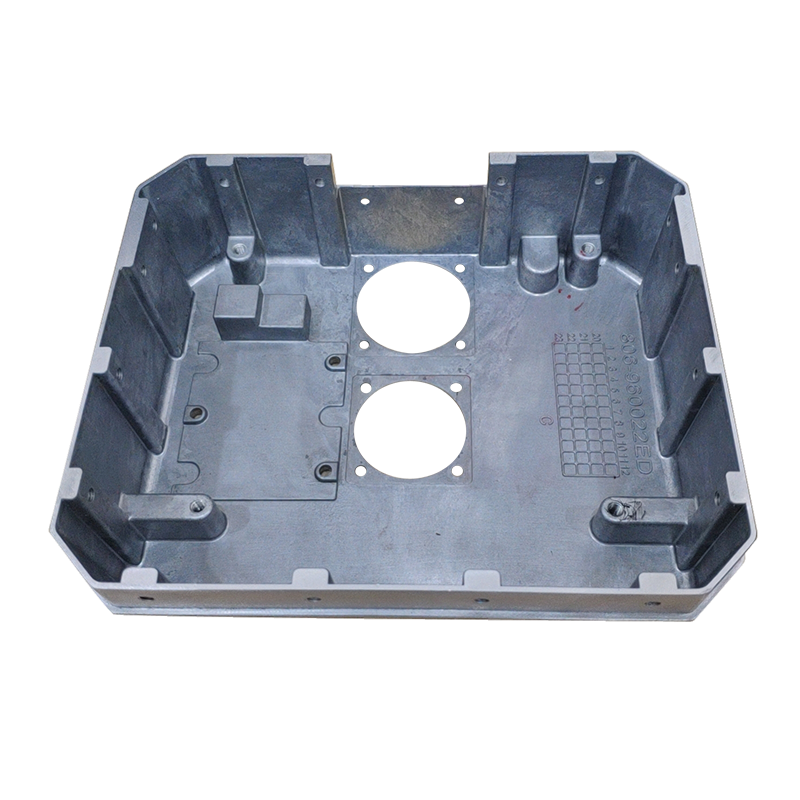
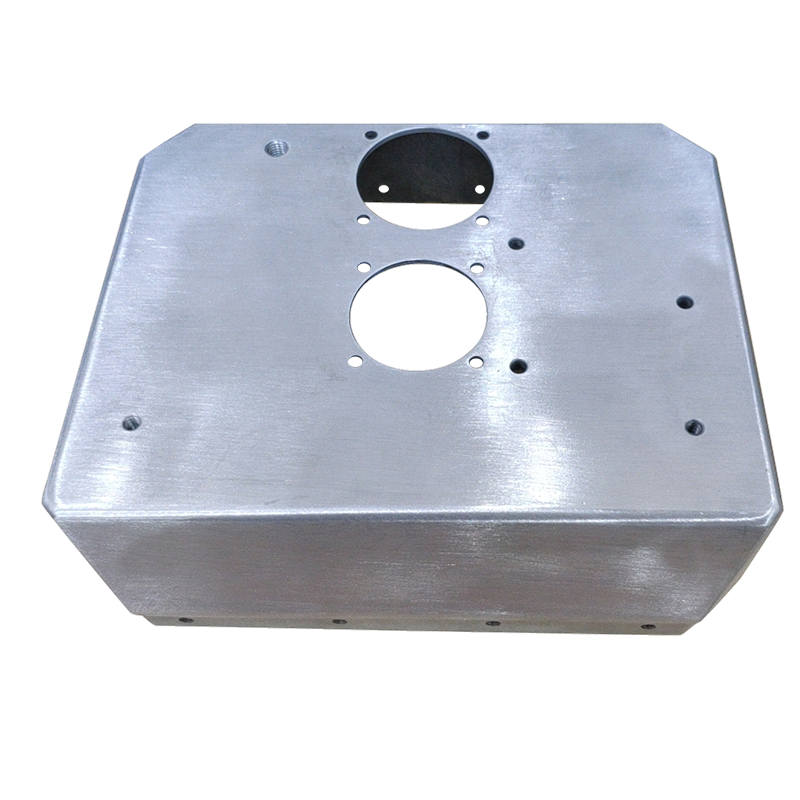
Zadní kryt elektrické skříně z hliníkového odlitku
Specifikace
Kingrun Technology je vaším kompletním zdrojem pro odlévání. Naše služby zahrnují:
Návrh a výroba forem
Hliníkové tlakové lití od 0,5 kg do 8 kg, maximální velikost 1000*800*500 mm
Dokončování odlitků pomocí nejmodernějšího CNC obrábění
Povrchová úprava včetně odjehlování, leštění, konverzačního nátěru, práškového lakování atd.
Montáž a balení: Karton, paleta, krabice, dřevěné bedny atd. přizpůsobené požadavkům zákazníka.
Projekty Kingrun pokrývají širokou a rozmanitou škálu, včetně:
5G telekomunikační produkty
Spotřební elektronika
Automobilové komponenty
Osvětlení

Nástroje pro návrh a simulaci
● PRO-E, Solid Works, UG nebo překladatelé dle potřeby.
● Poradenství v oblasti návrhu odlitků.
● Flow3D, Castflow, pro simulaci proudění a teplot.
● Prototypování v měkkých formách nebo alternativními licími procesy.
● Analýza a návrh vtoků pro optimální průtok a vlastnosti
● Proces interního přezkoumání pro rozhodnutí o návrhu a plánování.
● Výběr slitiny dle požadavků na vlastnosti.
● Návrh spojený s požadavky na součásti nemovitosti.
Kontrola hotových výrobků
Zkontrolujte rozměry pomocí posuvného měřítka, výškoměru a souřadnicového měřidla (SMM)
100% tepelný test automatickou tepelnou testovací linkou pro zajištění výkonu
Vizuální kontrola se provádí za účelem ověření, že neexistují žádné kosmetické vady.
Zákazníkovi jsou vždy poskytovány informace FAI, RoHS a SGS
Nejčastější dotazy k procesu tlakového lití
Co je tlakové lití za studena?
Studená komora označuje relativní teplotu vstřikovacího mechanismu. V procesu se studenou komorou se kov taví v externí peci a transportuje se do vstřikovacího mechanismu, když je stroj připraven k výrobě odlitků. Protože je nutné kov přenést do vstřikovacího mechanismu, jsou výrobní rychlosti obvykle nižší než u procesu s horkou komorou. Hliník, měď, některé slitiny hořčíku a slitiny zinku s vysokým obsahem hliníku se vyrábějí procesem tlakového lití ve studené komoře.
Jaké jsou osvědčené postupy pro návrh tlakově litých dílů?
• Tloušťka stěny – Tlakové odlitky mají výhodu rovnoměrné tloušťky stěny.
• Průtah – Pro vytažení odlitku z formy je nutný dostatečný průtah.
• Zaoblení – Všechny hrany a rohy by měly mít zaoblení/poloměr.
Kategorie produktů
-
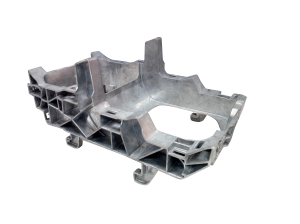
Hliníková základna pro vysokotlaké lití pro auto...
-

Hliníková základna a kryt skříně ODU
-

Hliníková litá základna loketní opěrky od vysokotlakého ...
-
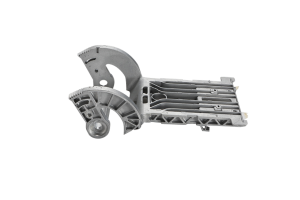
Hliníková loketní opěrka do auta s litím pod tlakem...
-

Hliníková FEM základna a kryt pro bezdrátovou mikrovlnnou troubu
-

Hliníková odlitá základna a kryt pro venkovní 5G ...




